使用电化学加工进行无毛刺钻孔
电化学钻孔通过电化学穿孔在工件深处形成几何形状。通常,工具朝向工件移动或移入工件,以便设定固定的工艺参数。
工艺优势:
- 生成各种尺寸的圆形和非圆形孔
- 取决于材料,进料速率可达 3 毫米/分钟以上
- 易加工和难加工材料的加工
- 同时生成多个紧密间隔的孔(直径和位置公差 ±0.03 毫米或更佳)
- 可以轻松生成圆柱形工件上的切向孔
- 在孔的入口和出口处同时生成定义的边缘倒角,无需额外操作(0.10 毫米及更大)
- 采用脉冲技术(PECM,脉冲电化学加工),具有出色的加工结果可重复性和最佳的表面光洁度。
应用示例
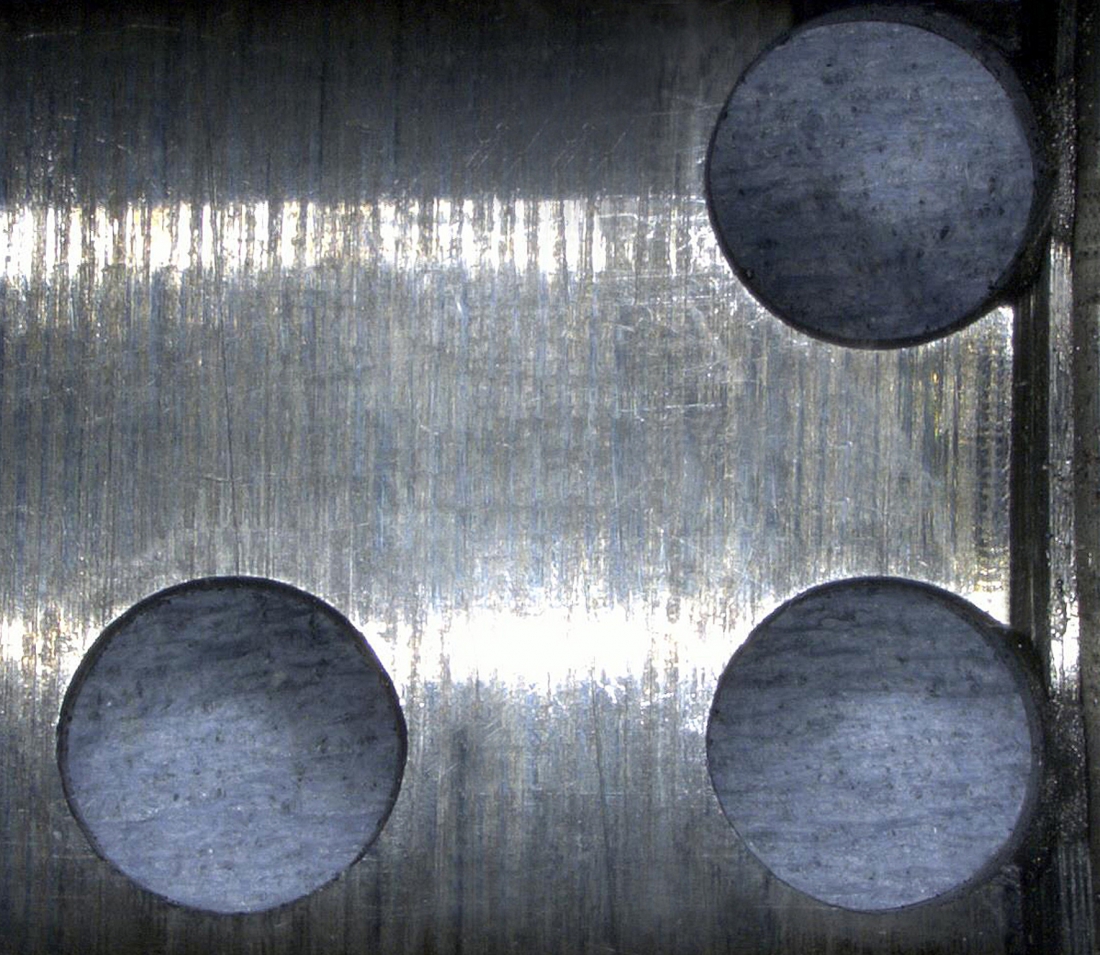 |
套筒轴(内孔出口) | |
|
30 个孔,直径 3.5,内外有定义的倒角 |
||
| 16MnCr5 (1.7131) | ||
| 100 秒加工时间(壁厚约 3 毫米) | ||
| 重复精度 ±0.10 毫米(位置和直径) |
我们自豪地为您的产品技术开发提供支持。